Spot Welding Machine Parts And Function
Spot Welding Applications

Pin On Welding

Homemade Machine Tools How To Build A Spot Welder Workshop Tool Plans Immediate Download Spot Welder Homemade Machine Machine Tools

Portable Spot Welding Machine C Type Weld Gun Spot Welding Machine Manufacturer From Taloja

Sunkko 737g Battery Spot Welder 1 5kw Led Light Spot Welding Machine For 18650 Battery Pack Spot Welder Spot Welding Spot Welding Machine

Spot On Safety Tips

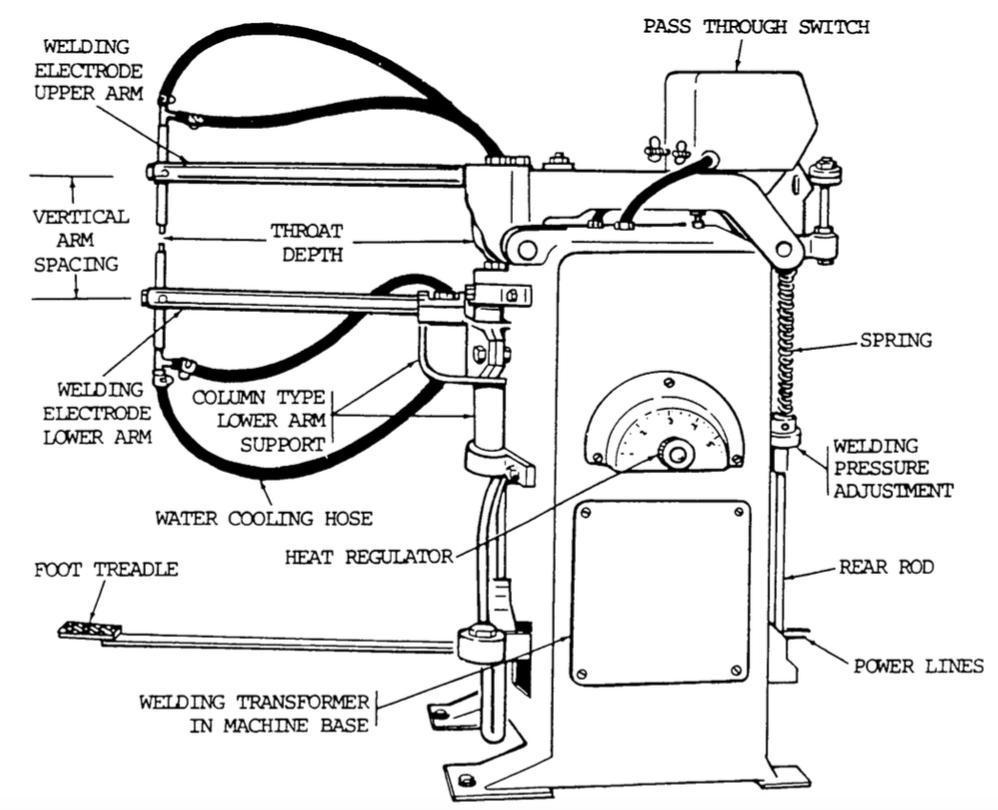
The tool holders function as a mechanism to hold the electrodes firmly in place and also support optional water hoses that cool the electrodes during welding.
Spot welding machine parts and function.

Sunkko 788s Battery Spot Welder 2 8kw 3 In 1 Functions For 18650 Lithium Ion Battery Pack 0 25mm In 2020 Spot Welding Spot Welding Machine Lithium Battery

Battery Spot Welder Machine 18650 Lithium Battery Pack Welding Machine 220v 3kw Extended Welding Arm With Bat Spot Welding Machine Welding Machine Spot Welding

Easy Mig 100 Wire Welder Welding Machines For Sale Welders For Sale
Spot Welding Vs Tig Mig Welding Vista Industrial Products Inc
Source : pinterest.com
